
技术支持
- 2014-06-04 15:03:22
-


橄榄油灌装机的定量方法 液料定量多用容积式定量法,大体上有如下3种。
控制液位定量法
此法是通过灌装时控制被灌容器(如瓶子)的液位来达到定量值的。习惯上称作"以瓶定量法"。
图3 -17所示为灌装牛奶、果子汁等液料的控制液位法灌装定量装a原理图。开始灌装时,瓶子上升,瓶口顶开嵌有橡皮密封垫5的滑套6后,灌装头7与滑套6之间出现间隙,液料遂流入瓶内,并使瓶内空气经排气管1排至储液箱9,如图3-17(b)所示。当液面达到管口M截面)时,气体就不再排出。随着液料的继续灌入,瓶颈部分的残留气体被压缩,当其与管口内截而上的静压力达到平衡时,则瓶内液位保持不变,而液料却沿排气管一直升到与储液箱的液位相等为止,如图3 -17(c)所示。待瓶子下降后,由于压缩弹黉4的作用,使灌装头7与滑套6重新封闭,直至瓶口与橡皮密封垫5脱离接触,排气管内的液料也随之滴入瓶内,从而完成1次定量灌装。若瓶子质量和操作条件稳定, 则每次的灌装量大致相同。欲改变灌装量,借螺母8调节排气管嘴伸入瓶中的位置即可。
定量杯定量法
此法是将液料先注入定量杯中,然后再进行灌装。若不考虑滴液等损失,则每次灌装的液料容积应与定量杯的相应容积相等。
图3 -18所示为糖浆、蜂蜜等液料的定量杯定量法灌装装置原理图。在未升瓶时,定量杯1的上沿由于弹簧7的作用而处于储液箱14的液位之下。液料充满定量杯1。随后,瓶子上升将灌装头8和与其固连的进液管6、定量杯1 一起上抬,使定量杯1的上沿超出液面,同时进液管6内的隔板11及两边的上、下孔12、10恰好位于阀体3的中间槽13之间而相通。于是,杯中的液料从定量调节管2流下,再绕经上孔12和下孔1流入瓶中。而瓶内的空气则由灌头上的透气孔9逸出。当杯中液料降至定量调节管2的上沿面时,便完成1次定量灌装。欲补偿或调整装量,可调节定量调节管2的相对高度或者更换定量杯1。
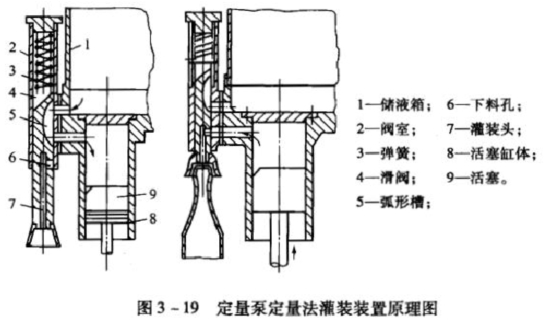
定量泵定量法
定量泵定量法是采用机械压力灌装的一种定量方法。每次灌装物料的体积与活塞往复运动的行程成正比。
图3 -19所示为橄榄油等液料的定量泵定量法灌装装置原理图。活塞9借凸轮(图 3-19未画)控制做往复运动。当活塞9下移时,液料在自重及2缸气压差的作用下,由储液箱1的底部开孔经滑阀4的弧形槽5流入活塞缸体8内。当待灌容器顶起灌装头7 和滑阀4时,弧形槽5在隔断储液箱1与活塞缸体8的通路的同时,滑阀4的下料孔6即与活塞缸体8接通。其时,由于活塞9在上移,故能迫使液料从活塞缸体8压入待灌容器内。而容器内的空气可经灌装头7上的孔隙排出。倘若没有容器供给时,尽管活塞8做往复运动,因滑阀4上的弧形槽5保持原位,以致液料仍被压回储液箱1,而不影响下一 次灌装的正常进行。欲改变灌装量,则需设法调节活塞9的行程。
比较上述3种橄榄油灌装机定量方法,不难了解,第1种方法由于直接受到瓶中容积精度以及瓶口密封程度的影响,其定量精度较差,但结构简单,至今仍被广泛采用。 实际上,选择定量方法首先应考虑产品所要求的定量精度,而定飨精度与产品有关,越是名贵的产品,其计量误差应取得越小。我国对橄榄油等罐头食品,要求其重量误差不超过±3% 对6301ml啤酒要求其容量误差不超过±10mL(有的国家为±3mL左右);对高档的瓶装酒类,要求其液位误差不超过± 1.5mm。 此外选择定量方法还要考虑液料本身的工艺特性。例如,对于含气饮料的灌装,若采 用定量杯定量法,那么,储液箱内的泡沫反倒有可能降低定量精度。因此,在这种情况下,一般以采用控制液位的定量法较为适宜。
- 上一篇 [返回首页] [打印] [返回上页] 下一篇
